 |
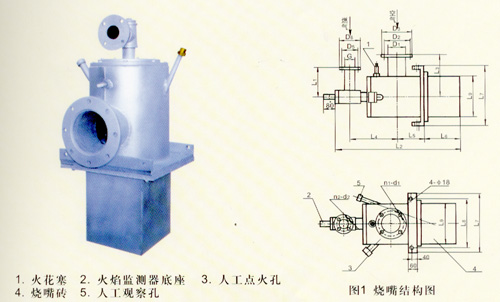
 燃气高速调温烧嘴 燃气高速调温烧嘴
产品描述:一、结构原理
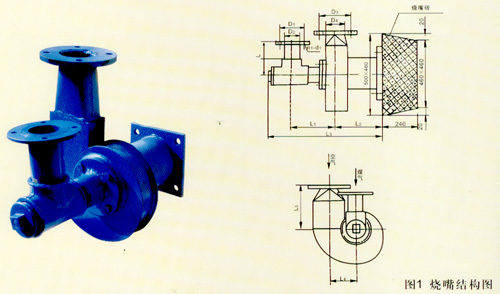
高速调温烧嘴的特点是烧嘴的燃烧气体出口速度可达100米/秒以上,通过掺入二次空气使出口的燃烧气体温度降低到与工件加热温度相接近的温度。因此,采用高速调温烧嘴可强化对流传热。促使炉内气流循环、均匀炉温、降低火焰与工件间温度差,对提高工件加热质量和节能十分有利。
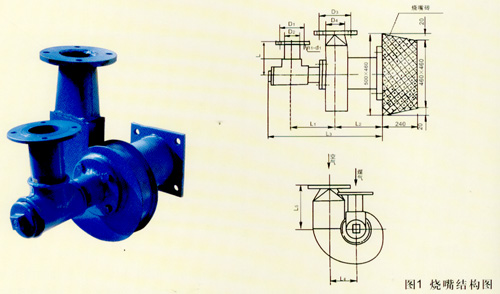
烧嘴结构见图1
二、烧嘴技术性能
1.燃气品种、热值、燃烧能力、烧嘴型号及结构尺寸见表1、表2。
2.烧嘴前燃气压力 发生炉煤气、焦炉煤气3500~4500Pa(350~450mmH20)
天然气、液化石油气5000~6000Pa(500~600mmH20)
3.烧嘴前空气压力 发生炉煤气、焦炉煤气4000~5000Pa
天然气、液化石油气5500~6500Pa
4.烧嘴出口气体最高流速:130米/秒
5.烧嘴出口气体温度:150~1300℃
6.烧嘴调节比:1:15
7.噪声级(A):80(dB)
三、使用说明
烧嘴使用的燃料为各种燃气,其额定发热值见表1。选择烧嘴型号时要按实际使用的燃气低发热值计算烧嘴能量(标米3/时),并依此选择烧嘴型号。
烧嘴前燃气压力低于350mmH2O(发生炉煤气、焦炉煤气)、500mmH2O(燃气、液化石油气)时,烧嘴能量按下式计算:
式中P2-实际压力值(mmH2O)
V-烧嘴前额定额定燃气压力时的烧嘴能量。发生炉煤气、焦炉煤气嘴前额定预热空气压力为3500mmH20;天然气、液化气嘴前额定压力为500mmH20。
预热空气时,烧嘴能量降为下列数值:
空气预热温度(℃) 150 200 250 300 350 400
能量为正常量的百分数(%) 80 76 72 69 65 64
本烧嘴适用于大中型加热处理炉、干燥炉及熔炼炉。特别适用于大中型热处理炉。
四、安装及点火
1.安装
图1所示为烧嘴的水平或垂直安装方式,利用烧嘴根部的角形法兰与炉体框架相连,如需倾斜安装时,用户可自行改装角形法兰的倾斜角度。
2.点火
首先,全部打开烟道闸板和炉门。
(1)点火前开风机吹扫炉膛;
(2)点火时先供烧嘴少量空气,接通点火器后再开燃气,点燃后关闭点火器,调节燃气量至所需状态;
(3)如没有配点火器,可从人工点火孔插入明火或电点火器,点燃烧嘴。
(4)如配备了火焰监测系统,烧嘴点燃后,点火器自动停止工作,熄火时可自动点火;
(5)如燃气量已开大仍未点燃,应关闭燃气,开大风量吹扫炉壁,查明原因,重新点火。
五、订货须知
1.按使用说明书的计算方法,提出烧嘴型号及数量;
2.说明是否配备点火器及火焰监测系统。此两种装置可否与烧嘴配套供应,也可单独各自供应;
3.写明厂名与地址;
4.写明开户银行和账号;
5.写明货物到站名称。
...(详细信息)
|